在工作中,我们常常是这样买刀具的,“买规格是多少,硬度是多少的铣刀就完事啦”,其是立铣刀的采购信息不仅仅只有这点,这是因为很多销售人员对刀具了解的不够专业,另外技术人员对刀具理论知识的欠缺,不知道什么样的刀具加工什么类的材质。反而,这种采购模式成为了主流,许多刀具制作商为了满足不同的客户需要,以销售通用刀具为主,但这样的选择,并不能给零件加工商带来良好的经济效率。今天笔者就给大家分享一下一支铣刀最重要的几个几何参数。
首先我们来了解一下铣刀的组成部分,如下图: 通过上图:

我们需要知道采购一把立铣刀的几个参数
(1)铣刀的刃径
(2)铣刀的刃长
(3)铣刀的柄径
(4)铣刀的全长
(5)铣刀的齿数
选用立铣刀时需要知道的几何角度,如下图:
(1)前角(有正前角与负前角之分,如下图)
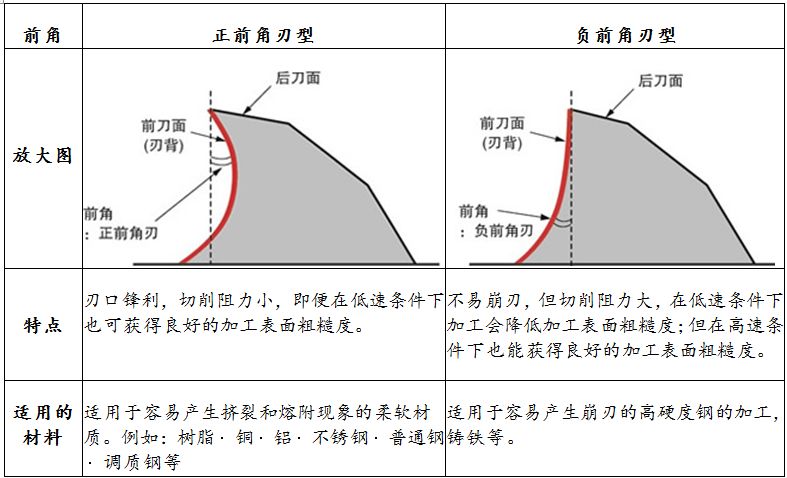
(2)后角,如下图:

作用:
主要是减小后刀面与工件间的摩擦;
适用范围:
粗加工铣刀,或加工强度、硬度较高的工件时。应选用较小的后角,以保证刀齿有足够的强度; 加工塑性大或弹性较大的工件时,后角选用加大的,以免由于已加工表面的弹性恢复,使后刀面与工件的摩擦接触面过大。
(3)螺旋角(它实际上是圆柱铣刀或立铣刀的刃倾角,如下图)

螺旋角的特点:
螺旋角愈小,切削扭距愈大,轴向拉力愈小;
螺旋角愈大,切削扭距愈大,轴向拉力愈大;
螺旋角30?与45?对比:
30?排屑性能较好,刚性较好;但是前角较大,切削刃不够锋利。其阻力较大,适合低速大进给;
45?前角锋利;排屑性能没有30?的好,刚性较差;但是相同刃数下,其容屑空间大。前角也更为锋利;适合高速,低进给;
45度一个适合切削如高温合金,不锈钢等比较粘的金属,30度比较适合切削钢件,铸铁等金属;
市面上以30?、35?、40?、螺旋角立铣刀居多;
(4)刃数

由上图可知:
刃数越多,排屑不畅,但刀具刚性越强,加工表面粗糙度越好;
刃数越少,排屑越顺畅,但刀具刚性降低,加工表面粗糙度越差;
适用场合:
两刃:适合加工键槽;
三刃:适合加工铝件、塑料、电木;
四刃:可通用,以加工钢件为主 ,对于经常加工不同材质的工厂来说,选用四刃铣刀较为理想,减少刀具成本;对于材质比较单一的工厂,选择比较合适的刃数,有利于改善切削效果与加工质量。
立铣刀修磨时,需要掌握的几何角度:
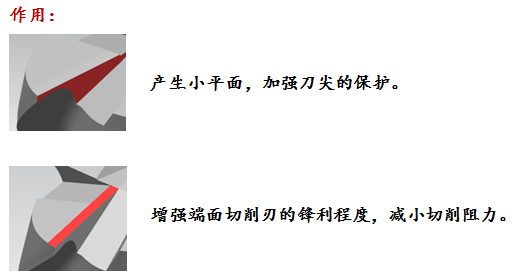
(1)第一端面后角,如下图:

作用: 防止端面与工件底面产生摩擦,提高端面刃口的锋利程度。
(2)第二端面后角,如下图:

作用: 有利于残渣的排屑。
(3)端面凹角,如下图:

作用: 防止铣刀端面与工件底面顶碰,而且有利于排屑。
(4)轴向锲角,如下图:




 查看资料
查看资料 收藏
收藏 顶
顶  踩
踩 






 电话直呼
电话直呼
 在线留言
在线留言
 发送邮件
发送邮件
